
スコットランドのキャンベルタウンにあるスプリングバンク蒸留所を訪問しました。
2017年ごろの訪問なので今となっては諸々変わっているかもしれませんが、ウイスキー製造工程の全体感はつかめるかと思います。
この蒸留所では、麦芽と蒸留方法を変えることで『スプリングバンク』・『ロングロウ』・『ヘーゼルバーン』というウイスキーを生産しています。
スプリングバンク蒸留所とは

スプリングバンク蒸留所は、英国スコットランドのキャンベルタウンという町にあります。キンタイア半島の先端にあり、ロンドンよりもアイルランドが近いです。
【住所】Springbank Distillery, Campbeltown PA28 6ET
スコットランドグラスゴーでレンタカーを借りてキャンベルタウンまで行きました。道中のどかな景色が広がっていました。


キャンベルタウンは、1920年ごろに竹鶴正孝氏(ニッカウヰスキー創業者、ジャパニーズウイスキーの祖)がウイスキー修業した地でもあります。マッサンとしても有名ですね。
そんなキャンベルタウンにはかつて30もの蒸留所があったようですが、第二次世界大戦以降まで残ったのは今回訪問したスプリングバンク蒸留所とグレンスコシア蒸留所だけ。
キャンベルタウンの衰退には、アメリカで施行された禁酒法(1920-1933年)や、石炭が枯渇し燃料が無くなったこと、が挙げられるそうです。
スプリングバンクでは麦芽と蒸留方法を変え、『スプリングバンク』、『ロングロウ』、『ヘーゼルバーン』という3つのブランドを生産しており、ウイスキーの製造工程を学ぶにはもってこいの蒸留所となっております。
ウイスキー製造工程
モルトウイスキー製造の流れは一般的に以下の通りです。
②糖化(マッシング)
③発酵(ファーメンテーション)
④蒸留(ディスティレーション)
⑤熟成(マチュレーション)
⑥瓶詰(ボトリング)
スプリングバンク蒸留所の見学では、①~⑤の工程が見学できました。写真付きで解説します。
①製麦(モルティング)

ウイスキーの基本原料は、穀物・酵母・水。特にスコッチウイスキーでは穀物の原料として発芽した大麦(モルト)をよく使用します。
かつてのスコットランドのウイスキーは質も量もイングランドに劣っていました。それが大麦の品種改良の結果、現在の地位までスコッチウイスキーの地位が向上しました。それほどウイスキーにとって大麦の品質は重要なのです。
大麦は沢山のデンプンをふくんでいますが、この状態のままでは分子が巨大すぎて酵母がアルコールに分解することができません。
そこで植物自身が発芽するためにデンプンをエネルギー源(糖)に分解するのを利用します。糖まで細かく分子が分解されれば、酵母が分解してアルコールを生成できます。
この発芽した大麦麦芽(モルト)がウイスキーには必要で、手間がかかることから多くの蒸留所がモルトスター(Maltstar)と呼ばれる専門の精麦会社に外注しているのが現状です。
そんな中、スプリングバンク蒸留所は全量『フロアモルティング』と呼ばれる伝統的な製法で自社生産していることで有名です。
床に撒く前に、大麦を水に浸して含水率を高める必要があります。この時の水が、いわゆる仕込水です。
スティープという浸麦槽で『水で浸す→水を抜いて空気にさらす→水に浸す→水を抜いて空気をさらす』という工程を踏みます。この工程を『Wet & Dry』といい、大麦の底に幼根(発芽後に主根となる部分)がでてくると次の工程に進めます。
スプリングバンク蒸留所でのWet & Dryの工程は、
①12時間浸水→②12時間乾燥→③14時間浸水→④4時間乾燥 からなるそうです。
フロアモルティングをするための前工程で、すでに手間がかかりますね…。

幼根がでてきた大麦を、こんな感じでコンクリの床(フロア)に撒きます。まさに『フロアモルティング』です。
この工程では、芽の長さが麦の長さの5/8~2/3程度(6割強)になるまで、大麦を一定温度に保ちながらかき混ぜて(撹拌して)空気に触れさせて成長させます。
あまりにも麦芽を成長させてしまうと、エネルギー源(=糖=アルコールの原料)を使い切ってしまうので、いい塩梅で成長させる必要があります。かといって全く発芽していないとデンプンがうまく分解されておらず、次の工程で酵母がうまくアルコールを生成できないのです。
フロアモルティングでは人力で床に撒かれた大麦をかき混ぜる必要があり、これがかなりの重労働…。
労働者は肩が前方に出てしまう職業病にかかるほどでした。諸説ありますが、『猿のような姿勢になってしまっていること』や、『肩に猿が乗っているほどの重さ』から、この職業病ひいてはフロアモルティングに従事する労働者をモンキーショルダーというようになりました。
多くのウイスキー蒸留所ではモルトスターと呼ばれる精麦会社に外注されています。そこでは機械化で効率よく大麦麦芽(モルト)が生産されていますが、スプリングバンクでは全量をフロアモルティングで人力生産して伝統を守っている蒸留所と言えます。
発芽の工程を終えたモルトですが、このまま放置してはどんどん成長して貴重な糖(=アルコールの原料)を消費し続けてしまいます。それでは困るので熱源をあてて大麦を乾燥させて成長を止めるとともに、モルトの保存性を高めます。
乾燥させる際、伝統的にはキルンと呼ばれる塔で行われています。乾燥の熱源にピート(=泥炭=石炭になる初期段階)を使うと煙が大麦に移り、スコッチウイスキーの特長であるスモーキーさが生まれます。
スプリングバンク蒸留所では、蒸留所付近で取れるピートを利用しているそうです。こんな感じでザックリ保管されています。


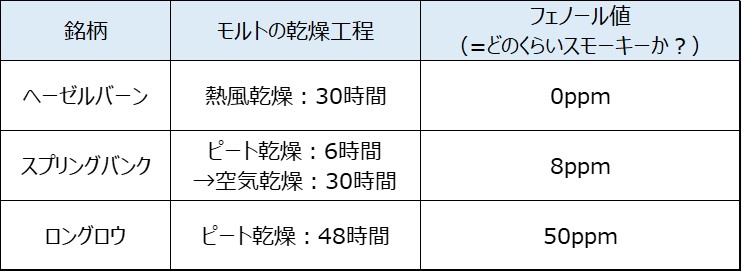
スプリングバンクでは『ヘーゼルバーン』、『スプリングバンク』、『ロングロウ』というウイスキー銘柄を生産しています。それぞれで大麦の乾燥方法が異なり、これが完成したウイスキーのスモーキーさの強弱に影響します。乾燥中の温度は45-65℃とのことです。
乾燥されたモルトは巨大な容器(ビン)に保管されていました。

10コあるビンの状態が職人によりマニュアル管理されてました。味がありますね。

②糖化(マッシング)

ざっくり3工程からなります。
①まずはモルトの粉砕です。表面積を大きくして酵母が反応しやすいようにします。
粉砕された麦芽をグリストといいます。一口にグリストと言っても、粉砕機(ミル)で3種類に挽き分けをしています。
スプリングバンクでのグリスト構成比率は、『ハスク(1.4mm超):ミドル(0.2mm~1.4mm):フラワー(0.2mm未満)=2:7:1』とのこと。ちなみに、ミドルはグリッツとも言われるそうです。




『ハスク(1.4mm超):ミドル(0.2mm~1.4mm):フラワー(0.2mm未満)=2:7:1』からなるグリストです。

スプリングバンクで使用されているPorteus社製の粉砕機(ミル)です。1940年代から使用されており、今も現役という恐るべき製品です。

丈夫すぎて故障をしなさすぎる故に、スコットランドのいろいろな蒸留所が1台購入してそれっきりとなってしまい、需要が無くなりPorteus社は倒産してしまいました…。
モルトの粉砕が終わり、次は②マッシュタンへの投入工程です。
マッシュタンは人間がすっぽり入ってしまうような大きさでした。
一般的にはマッシュタンにグリストと高温の仕込水を1:4の割合で投入します。
マッシュタンの底にあるこの装置はレイキと呼ばれ、マッシュ(グリストと仕込水の混合物)をゆっくり撹拌します。

いよいよ麦汁を抽出する工程③に進みます。
スプリングバンク蒸留所では、①63.5℃で1.7万L、②72℃で0.6万L、③82℃で1.5万L、④82℃で0.6万Lの仕込水を投入し、1番麦汁、2番麦汁…をマッシュタンの底から濾しだしています。
この麦汁の中には、酵素反応が進行したアミノ酸を豊富に含んでいます。
写真の通りマッシュタンの底は小さいスリットが入った形状をしており、糖を豊富に含む液体(=ワート)をろ過することができます。
一方で麦汁の搾りカス(=ドラフ)は掻き出され、主に家畜のエサとして利用されています。

糖化を終えた麦汁は60-70℃。このまま次の工程で酵母を投入してしますと温度が高すぎて死滅してしまいます…。なので抽出した麦汁を、酵母が最も活発になる20℃前後まで冷却します。
ビールと異なりウイスキーの工程では煮沸消毒を行わないため、液中に酵素・微生物が残り、次の工程で様々な香り成分の素になるそうです。
一般に、濁った麦汁は香り成分であるエステルが少ないため重みのある酒質になり、住んだ麦汁からはエステル量が多く軽やかな酒質になるとのこと。
次のページからは発酵の工程に進みます。

